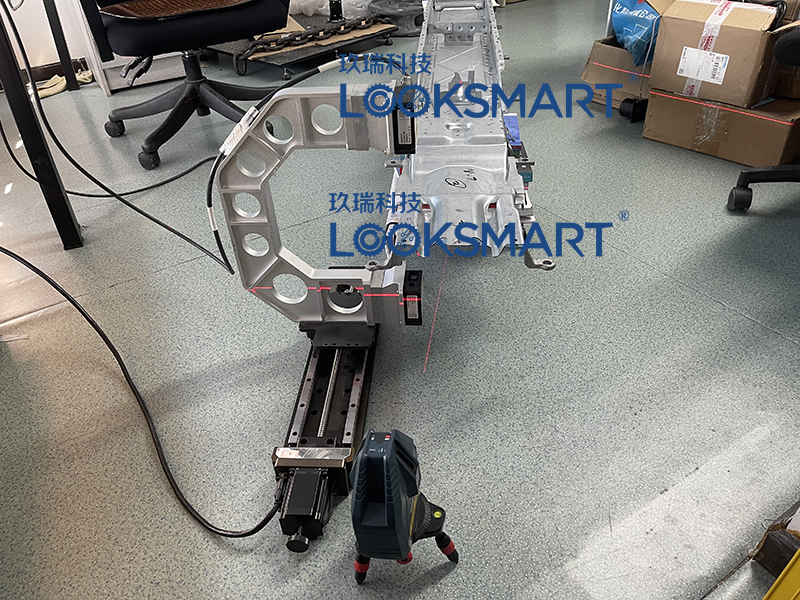
板材、带材或者异形板材激光测厚其测量点由上、下两个对射的激光测头组成。基本测量原理如图所示:
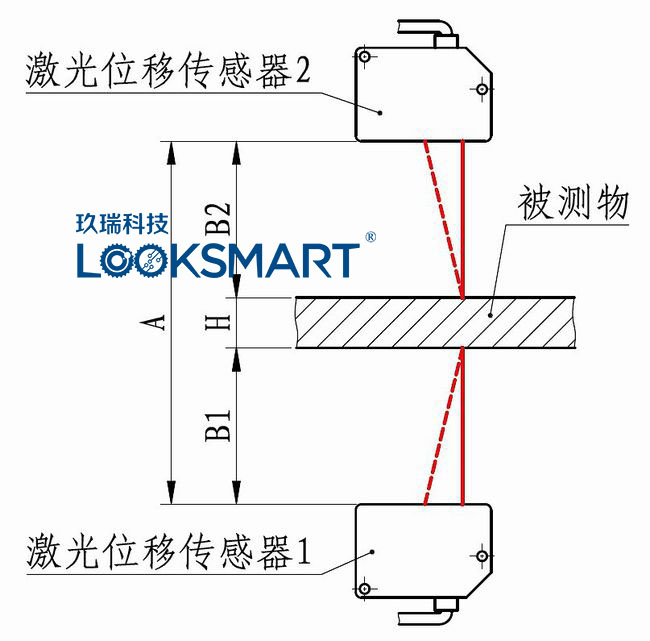
图中激光测头1和激光测头2以固定间距A相对布置,工作时激光测头1发射一束激光照射被测物的下表面,下表面光斑的漫反射光再返回到激光测头1内的CCD芯片上,通过对CCD芯片上光斑的位置分析和计算,可以得到激光测头1到被测物下表面的实际距离B1;同理可以得到激光测头2到被测物上表面的距离B2。用两个测头之间的间距A减去两个测头到被测物上下表面的距离B1、B2即可得到被测物的厚度H。
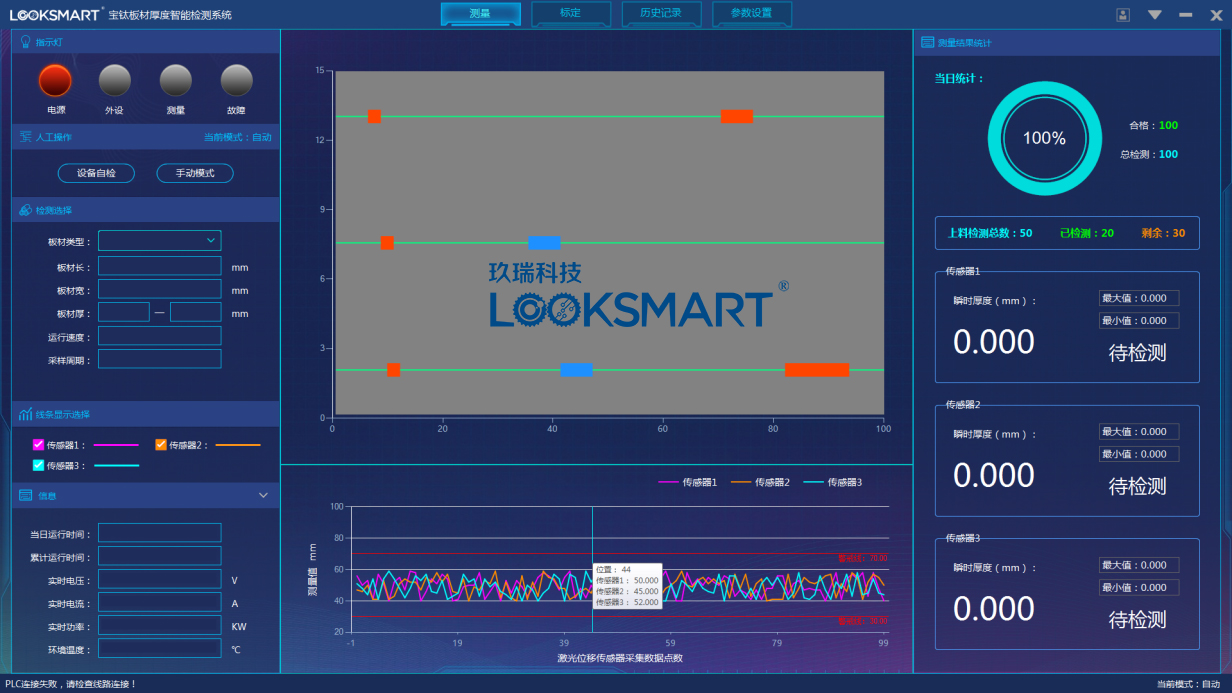
厚度检测使用激光位移传感器取样,采取3对双向对射传感器厚度测量的方法。
板材进入测量区域后,3对传感器进行定点测量(其中2对传感器,板材宽度方向位置可调),在传送机构运行的过程中对板材的两边及中间部位进行成对同步触发,取样测厚。取n组不同时刻的值,形成3*n阵列厚度测量数据,n不同的取值可以满足不同长度板材的灵活应用。
以3000mm长板说明:传送机构的运动速度拟定300mm/s(速度可设定),在传送过程中,分别快速取样(等间距或按照定点位置图),耗时10s;可以满足厚度测量需求(3*n的阵列测量);若传感器采用3kHz频率采样,10P/mm(每1mm单位长度有10个取样点)(传感器最高采样频率高达80kHz)。取样次数可根据需要灵活设定,可以满足运动状态下的精准位置取样。方案结构如下图所示。
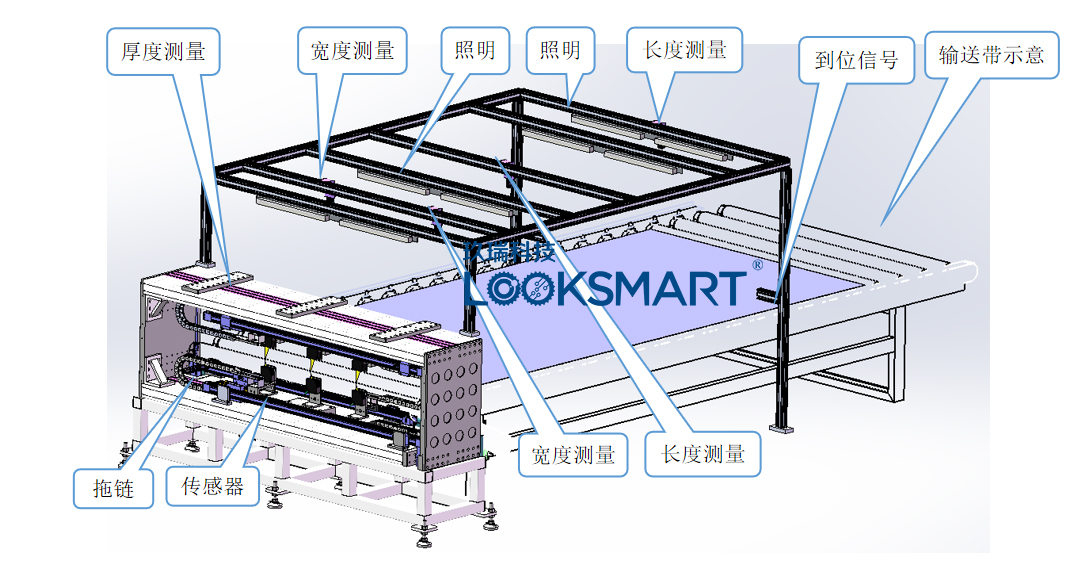
厚度测量系统图
传感器采用了实时表面补光专利技术。凭借优异的RTSC功能,可在持续光照下测量物体的反射率,并在同一光照周期内对其进行实时补光调整,使光照时间或光照强度得到优化调节。因此当被测物体表面变化时,仍可确保得到精确、稳定的测量结果。
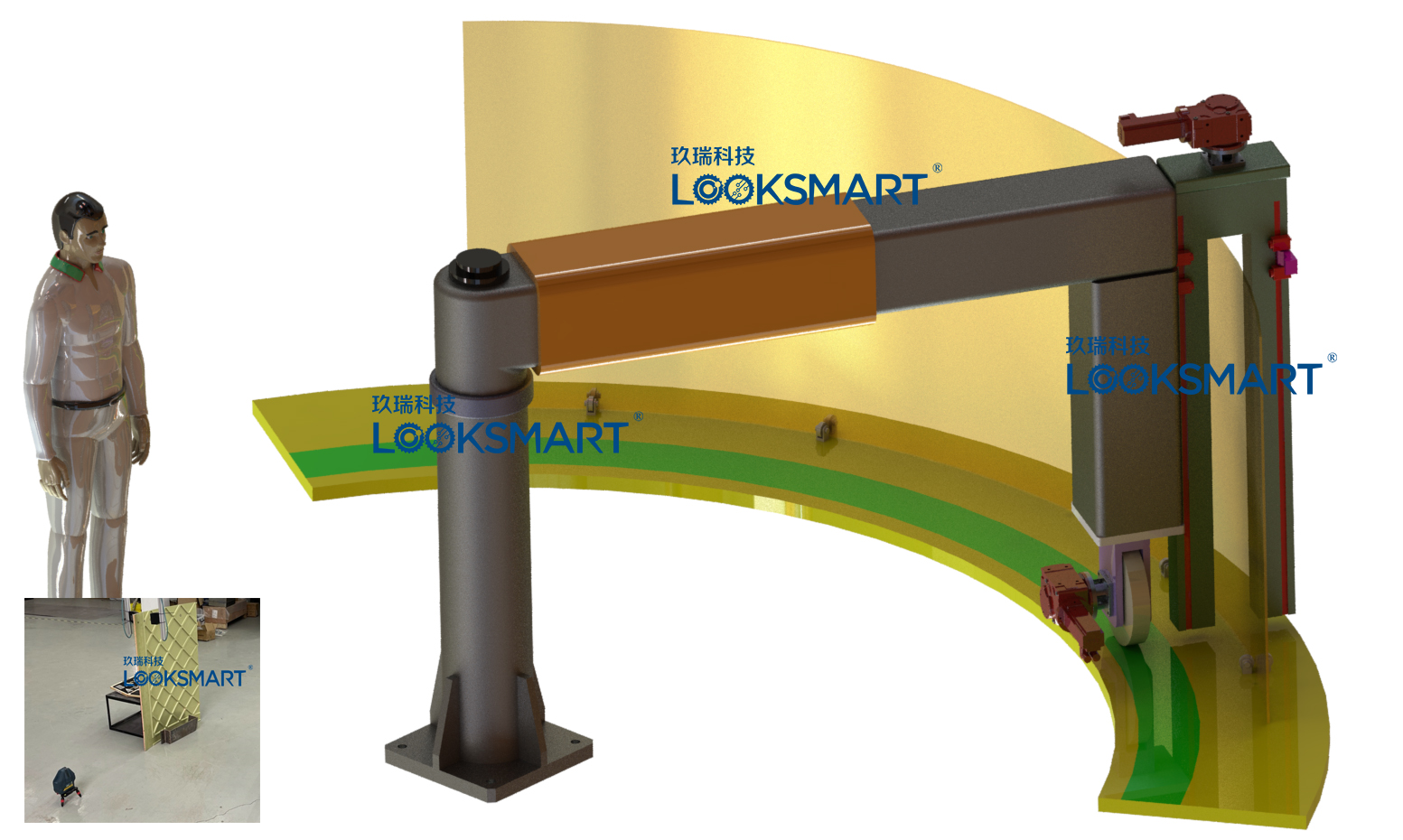
真正意义的双传感器同步测量。当被测物体处于运动和振动状态时,完全同步对其进行厚度或差值测量是保证测量精度的必要条件。在双传感器同步测量过程中,一只传感器被定义为主机,对从动传感器给出相应的循环脉冲信号,从而保证两个传感器的同步工作和测量精度。U型结构保证成对传感器在结构空间测量的同步一致性。

该项技术还可应用于带材厚度检测及类板材的异形材料厚度高精度检测需求: